- 关于我们
- 产品中心
-
Products · 产品中心单头液压弯管机 双头液压弯管机 数控全自动弯管机 全自动切管机系列 半自动切管机系列 管端成型机系列 锥度缩管机系列 自动倒角机系列 卧式冲弧机系列 卷弯机系列 铝型材圆锯机系列 各行业弯管机产品案例
-
 DW38CNC双层模数控弯管机DW-38CNC4A/2S该设备属CNC双层模工控全自动弯管机,设有弯制立体空间管件的全功能装置,输入程序整个弯管过程自动完成。整机具有操作方便、性能稳定、工作效率高、安全系数高等特点,是管件加工行业的理想设备。
DW38CNC双层模数控弯管机DW-38CNC4A/2S该设备属CNC双层模工控全自动弯管机,设有弯制立体空间管件的全功能装置,输入程序整个弯管过程自动完成。整机具有操作方便、性能稳定、工作效率高、安全系数高等特点,是管件加工行业的理想设备。 DW38CNC全自动弯管机DW-38CNC2A/1S该设备属CNC液压全自动弯管机,设有弯制立体空间管件的全功能装置,输入程序整个弯管过程自动完成。整机具有操作方便、性能稳定、工作效率高、安全系数高等特点,是管件加工行业的理想设备。
DW38CNC全自动弯管机DW-38CNC2A/1S该设备属CNC液压全自动弯管机,设有弯制立体空间管件的全功能装置,输入程序整个弯管过程自动完成。整机具有操作方便、性能稳定、工作效率高、安全系数高等特点,是管件加工行业的理想设备。
-

技术支持
Technical support

弯管机模具工艺
发布时间:2018.07.22 点击次数:7964次

基础弯管教程
图3 基本主要工装
主要基本工装——开了槽的弯模、夹模和压模组成弯管必须的主要工装(见图3)。弯模防止管件变形并帮助形成指定的弯曲半径。夹模在弯曲过程中固定管件位置。压模将管子送入弯模。
参考表1,决定无芯棒弯管的最小中心线半径。此表不考虑材料的不同,只考虑管子直径、管壁厚度和中心线弯曲半径。
|
|
无芯棒弯管最小弯曲半径(英寸) |
||||||
|
.035 |
.049 |
.065 |
.083 |
.093 |
.120 |
||
|
管子直径 |
3/16 |
5/16 |
1/4 |
3/16 |
-- |
-- |
-- |
|
1/4 |
1/2 |
3/8 |
5/16 |
-- |
-- |
-- |
|
|
5/16 |
7/8 |
3/4 |
5/8 |
-- |
-- |
-- |
|
|
3/8 |
1 1/2 |
1 1/4 |
1 1/8 |
1 |
-- |
-- |
|
|
1/2 |
2 1/4 |
2 |
1 3/4 |
1 1/2 |
-- |
-- |
|
|
3/4 |
4 |
3 |
2 1/2 |
2 |
-- |
-- |
|
|
1 |
8 |
6 |
4 |
3 |
2 |
2 |
|
|
1 1/2 |
-- |
-- |
12 |
10 |
8 |
6 |
|
|
2 |
-- |
-- |
-- |
24 |
20 |
16 |
|
|
2 1/2 |
-- |
-- |
-- |
-- |
24 |
20 |
|
|
3 |
-- |
-- |
-- |
-- |
-- |
25 |
|
表1
回弹控制——不用芯棒时回弹很厉害。这在选择弯模时就要考虑。术语“回弹”是指加工成型后金属的回复原形趋向。根据弯曲半径的不同,回弹会使管子回复2到10度,也可能增加管子的弯曲半径。弯曲半径越小,回弹越小。回弹受压模位置和压力的影响(见图4)。这一方法使同一弯模产生不同的半径。

图4-回弹控制
扭曲或有皱折的弯——管子可能发生扭曲或皱折,如图5。这可能是因为材料硬,不向弯曲内径收缩。不能收缩的管材,向管子中心线内凹。(如材料不是太硬)这种情况可按图4设置工装来改进。如是在表1的范围以内,管子有皱折可以使用插入式芯棒(图6)。
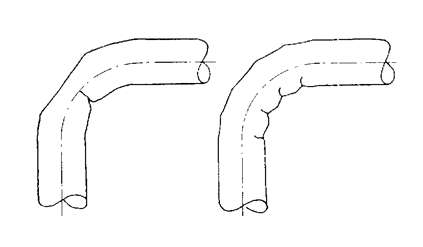
图5-扭曲或有皱折的弯
芯棒在(远离切点)靠后的位置将无法在弯的外侧充分拉伸材料;因此没有足够的材料从A拉伸到B,对材料形成张力。在A和B的力此时与图7相反,有将弯打开的趋势。所以芯棒的位置会引起极大的回弹,会减小弯曲的角度,也可能增加半径。当半径加大了,应把芯棒(向切点)推进。调整芯棒的设置没有现成的公式。显然,当回弹角度大于3度,芯棒过于靠后而管子的弯曲半径将大于弯模。
如管子一直断裂,可能表明材料太硬。硬质材料无法充分拉伸。用刚完全退火的材料可解决。芯棒设置太靠前或管子在压模中有小小的滑动,都会发生断裂。滑动问题以后讨论。
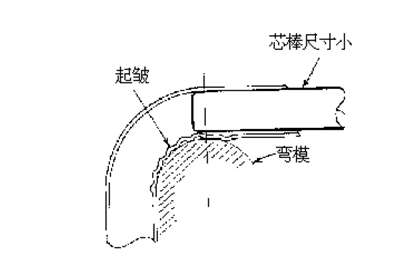
图8-芯棒尺寸偏小
芯棒太靠后——芯棒稍稍往前,前部不产生皱纹但开始在切点后部产生。芯棒位置仍不够靠前以在内侧产生必要的压力,收缩材料。弯曲可能开始光滑,但当弯过约20度时,材料后退在A处产生波纹(如图9)。在芯棒和弯模间该波纹不断产生并受压。但波纹不会完全消失。从弯模取下弯好的管子,在A处会有一个较大的皱折。有必要再推进芯棒,直到材料不会在芯棒和弯模间受挤压。图10说明芯棒不完全推进的后果。
图9-芯棒太靠后
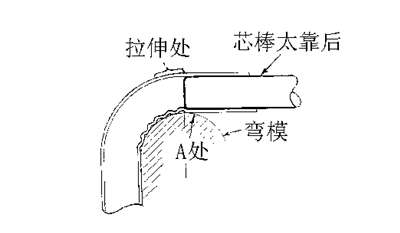
图10-芯棒未完全推进
芯棒太靠前——芯棒太靠前有几个后果。在弯外侧切点末端处会有凸起,弯内侧切点开始处会有一个凹陷。这些变形在一根管子上例举。但由于芯棒形状和弯曲半径的不同,不总是同时出现。凸起显然是由芯棒引起的。凹陷因为芯棒将管子撬离弯模而形成。
插入式芯棒不贵,易于保养且拖动小。带球芯棒用于半径小、壁薄的管子,或者质量要求高的场合。使用插入式芯棒,夹模的长度应至少为管子直径的3倍。
图11-芯棒太靠前
使用带球芯棒和防皱板弯管
这些工装一起讨论。虽然它们功能不同,但结合使用。当管径与壁厚之比大于弯指定半径的数值时,必须用这些工装配合基本工装(见表3)。防皱板用于防止皱纹。带球芯棒和插入式芯棒功能一样。这些球主要用于防止管子离开芯棒棒后裂开。
弯小弯或壁薄的管子时,前面所讨论的问题变得更加突出。压缩过程中要保持材料不变形更加困难。压力很大以至于材料向切点后挤压,该部位不受弯模支撑而产生皱折(见图10)。该部位必须受支撑,材料才能压缩而非产生皱折;这正是防皱板的主要作用。注意,皱纹形成后无法消除它们;防皱板只能防止它们。
当弯曲半径比表2所示小且/或管壁比表2所示薄,则必须使用球型芯棒和防皱板。表3说明何时需用单球芯棒和防皱板。如弯曲半径比此表中的更小,需用2个,3个或更多的球。
|
|
单球芯棒弯管最小弯曲半径(英寸) |
||||||
|
.035 |
.049 |
.065 |
.083 |
.093 |
.120 |
||
|
管子直径 |
1/2 |
1/2* |
1/2* |
-- |
-- |
-- |
-- |
|
5/8 |
5/8* |
5/8* |
-- |
-- |
-- |
-- |
|
|
3/4 |
3/4 |
3/4* |
3/4* |
-- |
-- |
-- |
|
|
7/8 |
1 1/4 |
1 1/8 |
1* |
-- |
-- |
-- |
|
|
1 |
1 3/4 |
1 1/2 |
1 1/4 |
1 1/8* |
-- |
-- |
|
|
1 1/8 |
2 1/2 |
2 |
1 3/4 |
1 1/2 |
-- |
-- |
|
|
1 1/4 |
3 7/8 |
3 1/2 |
3 |
2 1/2 |
2 |
-- |
|
|
1 1/2 |
5 |
4 1/4 |
3 3/4 |
3 1/4 |
2 3/4 |
2 1/4 |
|
|
2 |
9 |
8 |
7 |
6 |
5 |
3 1/2 |
|
|
2 1/2 |
12 |
10 1/2 |
9 1/4 |
8 |
6 1/2 |
5 |
|
|
3 |
15 |
13 |
11 |
10 |
9 |
8 |
|
*表示不需要防皱板
表3

薄壁管弯制
要弯制管壁很薄的管子的要求近年来更加普遍。薄壁管弯制还外加等于管子外径的极小中心线弯曲半径(1×D)。新开发的合金非常难以弯制,使问题更加复杂。少数同行高手成功地迎接这一挑战。
已经开发出复杂的拉式弯管技术生产以下薄壁弯管:
l l 321不锈钢2-1/2” O.D.×.012管壁3” 中心线半径90度
l l AM 350 CRES 钢1-1/2”O.D.×.028 管壁 1-1/2” 中心线半径180度
l l 钛A40 4”O.D. ×.035 管壁 6”中心线半径90度
l l Hastalloy3-1/2” O.D.×.028管壁 3-1/2” 中心线半径45度
l l Inconel X1-1/2” O.D.×.018管壁 1-1/2” 中心线半径90度
l l 铝6061T6-0 2”O.D. ×.028 管壁 1-3/4” 中心线半径90度
l l 304不锈钢7” O.D.×.035管壁 7”中心线半径180度
好的弯管机并不考虑是否可以完成一个有难度的弯,而是考虑经济上是否合算。想象中最难的弯也是可以完成的,但其生产成本过高。
为便于弯制这类管件,管材要经过周到的考虑。完成某项工作所需的全部材料应从一个供应商处购进,最好是同一批的,从而有助于保持管子尺寸和性质的一致。应考虑购买高价位,小公差的管材。这通常能成倍节约附加的成本。有时必须在弯管前先定径。如管子的内壁不平,弯管前电抛光内径不失为明智之举。弯管时必须非常小心地保护抛面。
管子在芯棒上的滑动必须恰当稳定,中间的空隙不超过管壁的10% 到15%。与外面4件模具的间隔也一样。管材样本中材料的规格和性质十分有用。比如,柔软度和延伸率可能表明是否需要用特殊的弯管方法。
弯管机有很多种,但善于弯薄壁,1×D管件的只有2到3种。即便是最适合弯制这种特殊弯的弯管机,也必须在很好的状态,而且足够大,以保证坚固。应消除在弯管中其部件的任何可以感觉到的震动。机器的心轴总误差必须小于.0005英寸。芯棒杆应尽可能地粗,以减少本身的延长。
要有全面的控制装置。机器应在闭合夹模和压模时也能够伸缩芯棒。液压驱动的压模较为理想。该系统的一大特点是,为不同管壁的管子提供的压力相同。
可能需要特殊的设备,也要加以考虑。有时用气压或油压可有助于防止材料在芯棒球之间变平和/或凹陷。如弯管使用气压或油压,为了安全起鉴显然要非常当心。由于危险,而且因为更好的芯棒(万向薄壁弯系列)的开发,这种系统的使用已大大减少。
对芯棒振动器的需求在增加。这种设备在弯管时伸缩芯棒。每分钟的行程和节拍可以调整。振动芯棒防止管子变形和夹住芯棒球。这有助于将管壁变薄减到最少,防止变形,消除芯棒隆起。
还有压模助推。它抵消压模、芯棒和防皱板的拉力。它将管子推进至弯管区域,防止管壁变得很薄。
如没有压模助推,变薄一般为外壁延伸率的3/4。因而,一根2英寸的管子要弯成3英寸的中心线半径将变薄约25%,该弯的横截面如图12*所示。因为压应力通常大于张力,中轴将在几何中轴内侧,而且由于变形程度与到中轴的距离成正比,弯外侧的变薄将大于内侧的变厚。
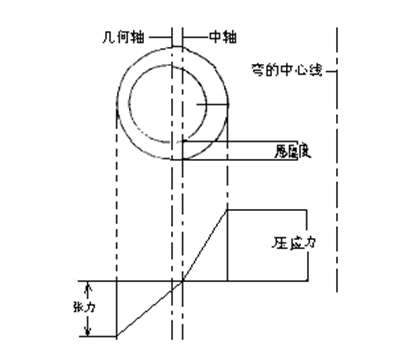
图12 管子横截面
要减少变薄,有必要将中轴向弯的外侧移。如中轴与外壁重合就不会变薄,而内侧会变厚。一种方法是在弯管前先将管子压缩;这将调整受压变形如图13*。
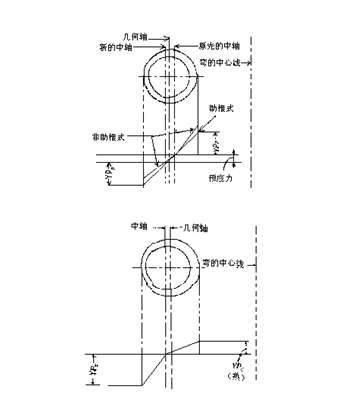
图13 管子横截面
移动中轴的另一种方法是减少压力。做法是加热将形成弯内侧的部分,形成如图14*所示应力模式。
如同时使用这些方法,将大大减少变薄。由于无须将变薄减少至大大低于12%,可以通过使弯管半径接近来达到上面的效果。压模助推应能够分别或同时推进压模和管子。
一些弯管机有类似的装置,但它们一般是设计用于帮助弯制厚壁管的。它们不具备弯薄壁管所需的精确控制和独立液压。
如管壁太薄以致要被夹模弄扭曲或因夹模的压力而坍陷,应使用一个管塞。它也通过减小夹紧的压力帮助消除打滑。管塞必须大小合适。它位于夹紧区域,在夹模闭合之前,且要在压模打开前拿掉。还有扩展管塞。其优点在于装卸方便。它们是设计用于各种管壁或管壁不同而外径相同的管材。
所用润滑油的质量和数量相当重要。一种润滑油不会在所有材料上都表现一样好。提倡钢和铝用不同的润滑油。因为氯的含量高而与管子内壁有反应,一些很好的润滑油不允许用于航天。需要努力研发专用润滑油。
可以在芯棒和管子内壁加很多润滑油。润滑油必须涂满管子的内壁。为了经济地均匀涂抹润滑油,开发了一种热喷法。该方法对稠密的润滑油加热(至约250度)加压,使它如雾状喷下涂满整个管子。
弯管最要紧的三点就是:机器,操作员和工装。所有三个方面都必须完好以弯小半径的薄壁管。许多厂仍靠操作员来补偿坏工装。不好的工装将导致废时的调整,浪费昂贵管材,弯坏管子和无法弯出符合要求的弯。有实力的弯管机用户知道低价劣质的工装将使他们付出最大的代价。互锁式的工装是最理想的弯管工装。成套的互锁式工装虽然是为数控弯管机开发并大获成功的,但已证明用于传统机床也很好。成套工装的每一件依次锁定。夹模锁定弯模,防皱板锁定压模,压模再锁定弯模。
现场报告已经证实了互锁式工装的诸多优点。夹模以其可得到的所有液压压力也不会撞管子,甚至不会有划痕,从而提供大大增加的夹紧性能。弯模和压模在管子上下的划痕将完全消除。在例23中,设置的时间平均为传统工装的1/3。与先前使用传统工装的相比,废品减少32%。
5件工装(弯模、压模、防皱板、芯棒和夹模)必须都是小公差的优质工装。弯模在弯槽的底部是个最大误差,总共不大于.001的要求。弯槽深应大于管径的一半,以帮助防止工装在管子上下的划痕。弯槽应绝对是圆形,并且直径中应计算管子直径10%的壁厚。除非有夹板或其它工艺如扩径,滚边等,夹模区域应是管子直径的3到6倍,喷砂处理或粗糙表面。夹模区域的直径不可小于壁厚的10%。应尽量减少夹紧或收缩的间隔。为在右手机和左手机上都可以使用弯模,通常在模的两面都做安装孔和键槽。两面都要保持中心线高度。
有4种基本弯模式样A,B,C和D(见图15)。每一种都为不同的要求而设计:A型是为1×D半径180度的弯,B型是为1×D半径90度的弯,C型是为1-1/2×D半径180度的弯,D型是为2×D半径180度的弯。
压模槽的直径为稍大于所弯管子的外径。它两端之间的厚度差异必须小于.0005。厚度的变化会导致夹住或突然前冲。用优质合适的工装,只需要用很小的压力。用一根实心棒可以帮助设置压模。松开固定装置直到调节螺栓可自由转动,所要做的是根据实心棒调节压模螺栓并保持压力。压模压力过大将增加管子变薄,在管子上产生划痕并引起回弹。
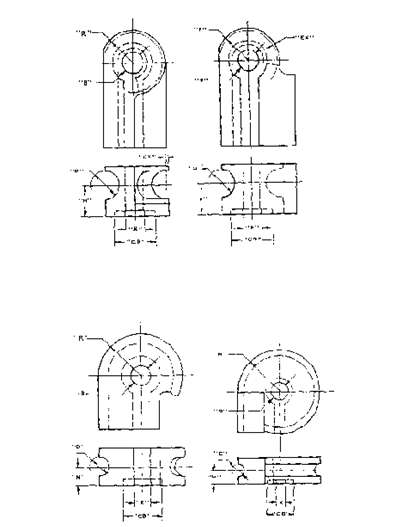
图15 各种弯模
防皱板的准确性最为重要。管子所划过的槽要稍稍大于管子的外径――最适合的是为管壁10%。槽应非常光滑,并以稀油润滑。在这一区域的油图16
太多或太厚都会引起皱折。防皱板同槽必须有85%的接触,并且离切点退后15到20度。如防皱板在这一点不被弯模支持,它会从芯棒回弹,引起管子折皱。
与所弯的管子直径相同的实心棒可使防皱板达到合适的配合。棒由夹模控制时,防皱板由棒轻推到最前部,保护防皱板固定装置。可从压模带回防皱板平的那头,使拉力达到最小。为检验斜度,夹模槽的中心有一条直的边,直到防皱板后部。此水平的边应尽量接近切点。用Ampco青铜做的防皱板还有助于减少拉力防止磨伤(见图17)。4130制成的防皱板已被证明非常成功,其磨损
大大小于低碳钢和Ampco青铜做的防皱板。只需用一点点优质的润滑油。过多的油会导致皱折。
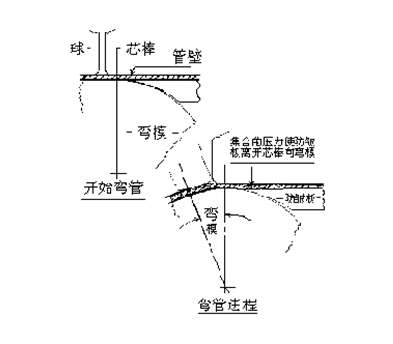
图17
使用万向弯球芯棒应有一个不大于管壁10%的间隔。芯棒上应有足够多的球以在整个弯管过程中撑圆管子。去除球之间的空隙(或斜度)是很必要的。当充分使用多个芯棒球来减少夹紧可以产生的干扰时,球间的空隙(斜度)小,则芯棒杆上第一个球将密切地支持弯的外面和里面。
Ampco青铜常常应用于不锈钢,以减少摩擦。铝、铜等非铁的材料建议使用含铬的硬钢。芯棒的设置由用户和所弯的半径决定。带有所弯半径模块将有助于决定万向弯球芯棒的开始位置(见图18)。要使芯棒产生最大的效用,芯棒杆必须超过切点。

图18
我们试图将事实和现代有效的实践与错误的概念和陈旧的方法加以区分。不可否认总会有与所提建议相背的特例。这里所讨论的新技术和系统的发展还将继续进步。
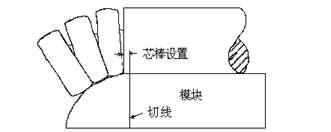
图19 典型弯管工装
附录——查错
可能引起管子断裂的情况:
A. A. 芯棒的柔软和延伸率不够。
B. B. 管件在夹模中滑动。
C. C. 压模太紧-使拉力过度。
D. D. 在球与球之间芯棒起皱或卡住。
E. E. 夹模压住芯棒的球。
F. F. 润滑不当或不够。
G. G. 芯棒太靠前。
可能引起管子皱折的情况:
A. A. 管件在夹模中滑动。
B. B. 芯棒不够靠前。
C. C. 防皱板在弯模中的位置不对。
D. D. 防皱板磨损或配合不当(图16)。
E. E. 芯棒与管子的间隔太大(图8)。
F. F. 压模上的压力不够。
G. G. 润滑不当或过多。
注意:
流动阻力小的芯棒更不易引起皱折。如,3/8 O.D.×.020壁厚304型能不用防皱板弯到2×D半径,而AM350CRES不锈钢弯3×D以下半径都要用防皱板。防皱板要与弯模合适,其前部应尽量接近切点。弯小半径管件的最大问题是使材料成型而不变形。防皱板磨损或配合不当常常会造成变形。


